OUR FACILITIES
European Technology with Advance and automated series of equipment from Billet furnance,
Press, Puller, Stretcher, Final saw and Ageing furnance
EXTRUSION PRESS LINES:

Press Line 1: 1650 MT
Short Description:
(400-600 Metric Tons/Month)


Press Line 2: 1800 MT
Short Description:
(500-700 Metric Tons/Month)

Z1 RA / Logs Loader
Short Description:
Equipment designed to stock the logs and feed them into the log heating furnace.
Z1 CB / Logs Brusher
Short Description:
Equipment designed to brush the logs before entering to the furnace to eliminate completely the superficial impurities from the surface before to be extruded.

Z1 FT / Logs Furnace
Short Description:
The logs heating furnace heats the aluminium log to the preset temperature optimizing the energy consumption.

Z1 CC / Hot Shear
Short Description:
The hot shear cuts the preheated log at the preset length defined in function of the production program.

Z1 RO / Billets Loader
Short Description:
The billets loader transports the cut billet from the heater-log shear/saw system into the press.

Z3 QT / Quenching Table
Short Description:
The quenching table combines the use of spray water and air to control the profiles cooing curve. This system is adaptable to any type of geometric shape and makes it possible to apply proper heat treatment to the profiles to achieve optimal mechanical properties and correct dimensional tolerances.

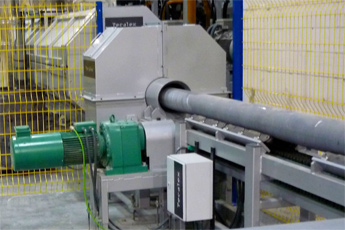
Z3 AC / Air Cooling
Short Description:
After the Quenching Table and along the lead-out Table Tecalex installs several wind boxes and centrifugal fans to continue the profile cooling process.

Z3 LT / Lead out table
Short Description:
This conveyor table is placed at the exit of the press, behind the intensive cooling system; the length of the table may vary according the puller type and the forecasted extrusion speed.

Z3 PU / Puller System
Short Description:
The puller system pulls and guides the aluminium profile during the extrusion process.

Z4 TA / Handling Tables
Short Description:
Equipment designed to move transversally the batches the puller has correctly placed in the run out conveyor, keeping the right distance between them when crossing the cooling zone, positioning and crossing the stretcher area and finally re-batching them on the saw conveyor, with no effect on the quality of the profiles.

Z4 CT / Stretcher
Short Description:
The stretcher has two basic functions; the first one is to stretch the profile after the extrusion process to leave it within the correct tolerances and the second one is the elimination of the internal tensions which are produced as a result of the metallurgical effects of the extrusion.

Z5 SP / Finishing Saw
Short Description:
The finishing saw, within the aluminium extrusion process, has the function to cut the extruded profile into predefined sections for ageing, packaging and dispatch.

Z6 FM / Ageing oven
Short Description:
The Ageing Oven is designed to give the heat treatment to the aluminium profiles that will allow getting the right final mechanical properties ensuring the uniformity throughout.

Z6 EM / Die ovens
Short Description:
The die ovens allow heating the dies at the preset temperature before to be introduced into the press to preserve the right thermal alignment during the extrusion process.
These ovens may be either gas or electrically heated and are electronically controlled/ monitored.
POWDER COATING PLANTS:

VERTICAL POWDER COATING PLANT
Short Description:
Italian Technology
6,000 – 13,000 Metric tons annual capacity

Horizontal Powder Coating Plant
Short Description:
Spanish Technology
(3,000-6,000 Metric tons annual capacity)
WOOD EFFECT LINES:

Powder Wood Effect Line 1
Short Description:
Italian Technology
(250-350 Metric Tons/Month)

Film Wood Effect Line
Short Description:
Italian Technology
(100-250 Metric Tons/Month)
THERMAL BREAK LINE:
Thermal Break Line
Short Description:
Italian Technology
(100-250 Metric Tons/Month)
GALLERY
Take a look with some of our machines